ANTI-FOAM/ DEFOAMER
Composition: There are 2 types of chemicals which are effective for foam fighting purpose:
- to prevent foam (anti-foam)
- to destroy it once it has formed (defoamer).
Actually the distinction between these two terms is usually ignored. Most foam-fighting chemicals can serve either role. Let’s therefore use the term “defoamer” as a general label for all of these chemicals.
The most universal characteristic of any defoamer is
- surface active, but highly insoluble in water.
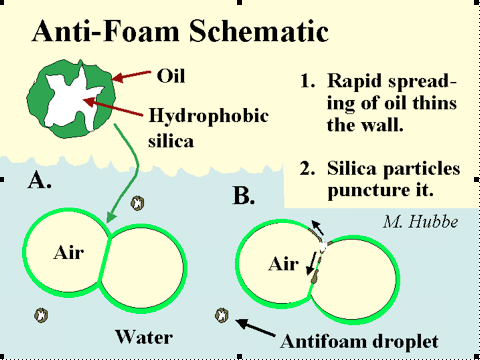
- It has to be formulated so that it will be dispersed as tiny droplets, i.e. as an emulsion. The surface-active nature of the material causes it to spread very rapidly onto any air-water interface that it encounters. This is especially the case if that interface already is covered by the types of surface-active materials that tend to stabilize foams.
- Some, but not all defoamers contain hydrophobized silica particles or ethylene-bis-stearamide particles. The function of such particles is to pierce the surfaces of foam bubbles, causing them to coalesce when the defoamer spreads at the interface.
In the past the main ingredient of many defoamers was oil. However, concerns about chlorinated organic products of bleaching have caused many pulpmakers and papermakers to switch to low-oil, 100% “active”, or silicone-based defoamers that don’t have this problem.
Function: To cause foam bubbles to coalesce to the point where they are large enough to float harmlessly to the water surface and break
Strategies for Use:
- The main concern is to use the correct dosage. Too little defoamer may mean that the paper machine does not achieve the required drainage performance, it may be very dirty, and there may be loss of materials as foam spills from the white water silo and other points in the process.
Too much defoamer often adversely affects the performance of sizing agents, and dry strength agents, and it can cause or worsen deposit problems.
- Knowing the water temperature in the system, so we can determine the right product for the right temperature of the system. This approach is also to help achieving cost efficient program.
- The best approach is to test the air content of headbox furnish and cut the dosage to the minimum needed to keep air content at an acceptable level. Defoamer addition anywhere in the thin-stock loop will tend to eliminate air from the furnish in the white water silo and in the deculators (air-removing
elements, if present). It is worth noting that even when bubbles are eliminated, some dissolved air will remain in the furnish, and this can be released as bubbles when the jet of stock leaves the high-pressure zone of the headbox.
- Any tacky deposits found in a paper mill are likely to contain defoamer materials. A large overdose of defoamer is likely to cause microscopic foam bubbles that can be very persistent.

{kind=link}